
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerLee factory crimp 6.5 Carcano
2 participants
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 1 sur 1

Lee factory crimp 6.5 Carcano
Gé Tibla Ven 27 Jan 2023, 18:17
Comme promis, photo de l'adaptation et du résultat
En partant du haut à gauche, - le shell holder qui sert à centrer le dispositif et le pousser, peu importe le calibre
- petit cylindre épaulé, percé et taraudé pour recevoir la vis de réglage, le petit diamètre ajusté au trou central du SH, le grand diamètre passe entre les lèvres de retenue
- contre écrou pour bloquer le réglage, peu être remplacé par un disque moteté un peu plus gros qui facilitera le serrage, 12.5mm max
- cylindre support de la cartouche, recevant à gauche l'extremité de la vis de réglage, bloquée par soudure étain, colle ou autre, à droite perçage au diamètre du projectile
- le lee factory crimp 6.5 carcano, la base de la pince visible sur la gauche.
La cartouche à sertir est introduite par la droite, donc par le haut et repose dans le cylindre support, l'outil est à régler légèrement avant le point mort haut de la presse.
Régler sans cartouche, on voit très bien les pinces et leur mouvement par dessus, lorsque l'on agit sur le levier.
En dessous , le résultat sur une fausse cartouche, on distingue le rétreint de sertissage au milieu du collet coïncidant avec la gorge de la balle en dessous. A comparer avec la photo du clip, message précedent.
Pour info, le métal de la pince Lee n'est pas dur, on peut reprendre le chanfrein supérieur des pinces par petites passes sans précautions ni bridage particulier, au tour, comme pour usiner un cône. Il faut les réduire d'environ 1 mm pour qu'elles soient moins longues que la gorge de la balle.
Deux possibilités pour régler le sertissage, au point mort haut, plus ou moins pas grand chose, en observant à vide le déplacement des pinces, soit en baissant l'outil, le contact se fera bien avant le point mort et il faudra jouer sur l'effort fourni sur le levier, réservé aux artistes. La première méthode est aussi délicate, elle se joue sur une fraction de tour de l'outil, mais elle est sans doute plus reproductible une fois réglée. De toute façon, c'est sertissage fort dans le cas du 6.5x52. C'est le chronographe qui dira le résultat. Je ne saurai trop conseiller de commencer avec des charges raisonnables non serties et serties pour en voir les effets, cela va sans dire. Si vous avez GRT en plus, le top, mais restez méfiants.
Ce week end, un dessin coté.
Je n'ai rien inventé, je n'ai fait qu'appliquer. Rendons aux Césars ce qui leur appartient, vous trouverez sur le forum avec les mots clé "sertissage" et "lee factory crimp" toutes les infos que vous cherchez.

En partant du haut à gauche, - le shell holder qui sert à centrer le dispositif et le pousser, peu importe le calibre
- petit cylindre épaulé, percé et taraudé pour recevoir la vis de réglage, le petit diamètre ajusté au trou central du SH, le grand diamètre passe entre les lèvres de retenue
- contre écrou pour bloquer le réglage, peu être remplacé par un disque moteté un peu plus gros qui facilitera le serrage, 12.5mm max
- cylindre support de la cartouche, recevant à gauche l'extremité de la vis de réglage, bloquée par soudure étain, colle ou autre, à droite perçage au diamètre du projectile
- le lee factory crimp 6.5 carcano, la base de la pince visible sur la gauche.
La cartouche à sertir est introduite par la droite, donc par le haut et repose dans le cylindre support, l'outil est à régler légèrement avant le point mort haut de la presse.
Régler sans cartouche, on voit très bien les pinces et leur mouvement par dessus, lorsque l'on agit sur le levier.
En dessous , le résultat sur une fausse cartouche, on distingue le rétreint de sertissage au milieu du collet coïncidant avec la gorge de la balle en dessous. A comparer avec la photo du clip, message précedent.
Pour info, le métal de la pince Lee n'est pas dur, on peut reprendre le chanfrein supérieur des pinces par petites passes sans précautions ni bridage particulier, au tour, comme pour usiner un cône. Il faut les réduire d'environ 1 mm pour qu'elles soient moins longues que la gorge de la balle.
Deux possibilités pour régler le sertissage, au point mort haut, plus ou moins pas grand chose, en observant à vide le déplacement des pinces, soit en baissant l'outil, le contact se fera bien avant le point mort et il faudra jouer sur l'effort fourni sur le levier, réservé aux artistes. La première méthode est aussi délicate, elle se joue sur une fraction de tour de l'outil, mais elle est sans doute plus reproductible une fois réglée. De toute façon, c'est sertissage fort dans le cas du 6.5x52. C'est le chronographe qui dira le résultat. Je ne saurai trop conseiller de commencer avec des charges raisonnables non serties et serties pour en voir les effets, cela va sans dire. Si vous avez GRT en plus, le top, mais restez méfiants.
Ce week end, un dessin coté.
Je n'ai rien inventé, je n'ai fait qu'appliquer. Rendons aux Césars ce qui leur appartient, vous trouverez sur le forum avec les mots clé "sertissage" et "lee factory crimp" toutes les infos que vous cherchez.

Gé Tibla- Membre confirmé

- Nombre de messages : 445
Age : 70
Localisation : Alpes de Haute Provence
Date d'inscription : 12/11/2017
Milles excuses
Gé Tibla Ven 27 Jan 2023, 18:36
Désolé, je me suis emmêlé, nouveau au lieu de répondre. Ce nouveau post est la suite du précédent ayant le même nom.
https://www.tircollection.com/t54250-lee-factory-crimp-6-5-carcano
Peut être qu'un administrateur saura remettre de l'ordre.
Avec toutes mes excuses.
https://www.tircollection.com/t54250-lee-factory-crimp-6-5-carcano
Peut être qu'un administrateur saura remettre de l'ordre.
Avec toutes mes excuses.
Gé Tibla- Membre confirmé
- Nombre de messages : 445
Age : 70
Localisation : Alpes de Haute Provence
Date d'inscription : 12/11/2017
Re: Lee factory crimp 6.5 Carcano
Verchère Ven 27 Jan 2023, 19:45
Pour obtenir la régularité dimensionnelle d'un sertissage au Crimp-Die il n'y a qu'une solution : aller au taquet, jusqu'à contact des branches de la pince. Dimensionner alors le diamètre d'alésage des mâchoires en conséquence...
D'un autre côté, ce qu'on recherche c'est plutôt la régularité d'effort au dé-sertissage. Si d'un étui à l'autre l'écrouissement varie, la régularité dimensionnelle va provoquer une diversité des efforts... Il vaut donc sans doute mieux sertir de façon "sensitive", pour donner à chaque fois le même effort (et pas forcément la même dimension) ; quelques systèmes sont proposés, on en avait parlé sur TCAR avec "BRX", mais il nous a quitté avant qu'on ne débouche sur un dispositif simple, concret et testé.
J'utilisais comme outil à chanfreiner un forêt cassé, avec le porte-outil incliné. Le forêt étant affûté des deux côtés, je faisais les 2 opérations sans inverser la marche du tour : chanfreiner dedans et chanfreiner l'extérieur.
Chanfreiner dedans avec l'arête arrière du forêt travaillant à l'arrière du trou (en "outil inversé" projetant le copeau vers le bas), chanfreiner l'extérieur avec l'arête avant du forêt travaillant à l'avant du trou (comme "normalement", projetant le copeau vers le haut). Un peu compliqué à régler mais une fois les valeurs notées on peut enchaîner les pièces.
La pince n'a pas besoin d'être bien dure, mais quand même un peu. J'ai comparé le S300Pb (mi-doux) non trempé, et le 35MF6Pb (mi-dur) trempé : les deux fonctionnent mais si on serre à bloc une pince en S300Pb les branches ne reviennent pas assez pour se réouvrir en grand, et ça limite donc la plage de diamètres sertissables.
Le 35MF6Pb tel que je l'avais trempé reste usinable pour une retouche (c'est à peine plus dur qu'un boulon 8.8 ).
D'un autre côté, ce qu'on recherche c'est plutôt la régularité d'effort au dé-sertissage. Si d'un étui à l'autre l'écrouissement varie, la régularité dimensionnelle va provoquer une diversité des efforts... Il vaut donc sans doute mieux sertir de façon "sensitive", pour donner à chaque fois le même effort (et pas forcément la même dimension) ; quelques systèmes sont proposés, on en avait parlé sur TCAR avec "BRX", mais il nous a quitté avant qu'on ne débouche sur un dispositif simple, concret et testé.
J'utilisais comme outil à chanfreiner un forêt cassé, avec le porte-outil incliné. Le forêt étant affûté des deux côtés, je faisais les 2 opérations sans inverser la marche du tour : chanfreiner dedans et chanfreiner l'extérieur.
Chanfreiner dedans avec l'arête arrière du forêt travaillant à l'arrière du trou (en "outil inversé" projetant le copeau vers le bas), chanfreiner l'extérieur avec l'arête avant du forêt travaillant à l'avant du trou (comme "normalement", projetant le copeau vers le haut). Un peu compliqué à régler mais une fois les valeurs notées on peut enchaîner les pièces.
La pince n'a pas besoin d'être bien dure, mais quand même un peu. J'ai comparé le S300Pb (mi-doux) non trempé, et le 35MF6Pb (mi-dur) trempé : les deux fonctionnent mais si on serre à bloc une pince en S300Pb les branches ne reviennent pas assez pour se réouvrir en grand, et ça limite donc la plage de diamètres sertissables.
Le 35MF6Pb tel que je l'avais trempé reste usinable pour une retouche (c'est à peine plus dur qu'un boulon 8.8 ).
Petite collection de documents anciens et récents : http://p.lacour.malvaux.free.fr/Arquebuses.htm
Verchère- Pilier du forum

- Nombre de messages : 18140
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

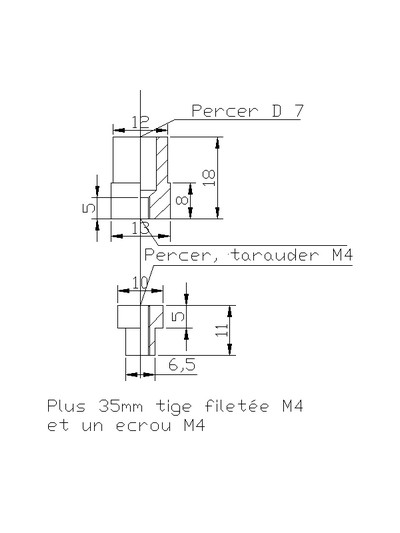
croquis coté
Gé Tibla Sam 04 Fév 2023, 19:11
Comme promis, avec un peu de retard, un dessin coté du support montré sur la photo plus haut, entre le SH et le Lee factory crimp.
Comme déjà dit, il permet de placer la cartouche par le haut et de la positionner pour sertir à l'endroit choisi.
On peut choisir acier doux ou alu, car pas d'efforts transmis. Montage à compléter avec 35 mm de tige filetée M4 et un écrou.
La réduction du diamètre de 13 a 12 en partie supérieure permet de laisser de la place pour le mouvement des pinces.
Comme déjà dit, il permet de placer la cartouche par le haut et de la positionner pour sertir à l'endroit choisi.
On peut choisir acier doux ou alu, car pas d'efforts transmis. Montage à compléter avec 35 mm de tige filetée M4 et un écrou.
La réduction du diamètre de 13 a 12 en partie supérieure permet de laisser de la place pour le mouvement des pinces.

Gé Tibla- Membre confirmé
- Nombre de messages : 445
Age : 70
Localisation : Alpes de Haute Provence
Date d'inscription : 12/11/2017
» Lee factory crimp 6.5 Carcano
» Outils MX (Recalibreur de collets)
» Lee factory crimp die
» LEE factory crimp
» 8x60 S Sertissage ou pas
» Outils MX (Recalibreur de collets)
» Lee factory crimp die
» LEE factory crimp
» 8x60 S Sertissage ou pas
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum