
 Accueil
Accueil Connexion
Connexion S'enregistrer
S'enregistrerFabrication de cartouches RF (perc. annulaire)
5 participants
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 1 sur 1

Fabrication de cartouches RF (perc. annulaire)
Verchère Sam 31 Déc 2016, 04:33
J'ouvre ceci pour établir un lien entre quelques sujets parallèlement en cours, qui ont ouvert le débat.
Avec l'objectif d'y ajouter ensuite des comptes-rendus d'expérimentation de fabrication des douilles, dont la plupart des aspects techniques ne seront pas spécifiques à tel ou tel calibre.
Le défi est d'envergure, et la concrétisation n'est pas assurée ; mais dans tous les cas les informations réunies pourront servir à d'autres...
"PatBig" a lancé l'idée, après la découverte d'une source d'approvisionnement en pâte d'amorçage :
- https://www.tircollection.com/t31468-rechargement-22lr-premiers-essais
Il s'est ensuite avéré que les tests seraient plus faciles en 32 RF :
- https://www.tircollection.com/t31764-rechargement-32-rimfire
Mais bien sûr, la Winchester 1866 reste à l'esprit :
- https://www.tircollection.com/t31883-cotes-44-henry
Du point de vue technique, "freebird" a déniché un bouquin US du début XXe (PDF 11.7 Mo), qui détaille la fabrication des 22 LR (ainsi que du 30-06 et du 8x51R Lebel) :
- https://ia801402.us.archive.org/26/items/cartridgemanufac00hamirich/cartridgemanufac00hamirich.pdf
En généralités, je dispose d'une "Encyclopédie pratique de mécanique et d'électricité", Quillet 1965, qui consacre presque 200 pages au "formage mécanique", dont 46 à l'emboutissage, 13 au repoussage au tour, et 24 au filage par choc.
D'après les domaines d'emploi des diverses techniques, les douilles à percussion annulaire pourraient relever de l'emboutissage pour les grandes séries, ou du repoussage (sur mandrin démontable) pour les séries réduites à quelques dizaines.
L'emboutissage peut à la rigueur se réaliser, faute d'équipement adapté, avec un cric hydraulique placé dans un robuste cadre ; un petit tour d'établi étant bien suffisant pour usiner les matrices et poinçons. Plus une torche à butane pour les recuits, ou même le brûleur de la cuisinière à gaz. Pour une production expérimentale de quelques douilles, il semble inutile de tremper l'outillage.
Le repoussage, par contre, demande un tour à métaux relativement robuste et s'exécuterait difficilement sur un tour d'établi. Il exige aussi une certaine expérience, car c'est à la fois manuel et instinctif.
Il me semble donc plus profitable de donner la priorité à l'emboutissage.
Avec l'objectif d'y ajouter ensuite des comptes-rendus d'expérimentation de fabrication des douilles, dont la plupart des aspects techniques ne seront pas spécifiques à tel ou tel calibre.
Le défi est d'envergure, et la concrétisation n'est pas assurée ; mais dans tous les cas les informations réunies pourront servir à d'autres...
"PatBig" a lancé l'idée, après la découverte d'une source d'approvisionnement en pâte d'amorçage :
- https://www.tircollection.com/t31468-rechargement-22lr-premiers-essais
Il s'est ensuite avéré que les tests seraient plus faciles en 32 RF :
- https://www.tircollection.com/t31764-rechargement-32-rimfire
Mais bien sûr, la Winchester 1866 reste à l'esprit :
- https://www.tircollection.com/t31883-cotes-44-henry
Du point de vue technique, "freebird" a déniché un bouquin US du début XXe (PDF 11.7 Mo), qui détaille la fabrication des 22 LR (ainsi que du 30-06 et du 8x51R Lebel) :
- https://ia801402.us.archive.org/26/items/cartridgemanufac00hamirich/cartridgemanufac00hamirich.pdf
En généralités, je dispose d'une "Encyclopédie pratique de mécanique et d'électricité", Quillet 1965, qui consacre presque 200 pages au "formage mécanique", dont 46 à l'emboutissage, 13 au repoussage au tour, et 24 au filage par choc.
D'après les domaines d'emploi des diverses techniques, les douilles à percussion annulaire pourraient relever de l'emboutissage pour les grandes séries, ou du repoussage (sur mandrin démontable) pour les séries réduites à quelques dizaines.
L'emboutissage peut à la rigueur se réaliser, faute d'équipement adapté, avec un cric hydraulique placé dans un robuste cadre ; un petit tour d'établi étant bien suffisant pour usiner les matrices et poinçons. Plus une torche à butane pour les recuits, ou même le brûleur de la cuisinière à gaz. Pour une production expérimentale de quelques douilles, il semble inutile de tremper l'outillage.
Le repoussage, par contre, demande un tour à métaux relativement robuste et s'exécuterait difficilement sur un tour d'établi. Il exige aussi une certaine expérience, car c'est à la fois manuel et instinctif.
Il me semble donc plus profitable de donner la priorité à l'emboutissage.
Verchère- Pilier du forum

- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -

Epaisseur de départ
Verchère Lun 02 Jan 2017, 06:20
Les divers documents suggéreraient que les efforts d'emboutissage n'affinent pas le fond de la douille, ou très peu ; l'épaisseur de départ serait donc assez proche de l'épaisseur finale au fond.
Le bouquin US donne environ 0.5 mm pour le fond du godet résultant du 1er emboutissage en 22 LR ; la table SFM du 44 Henry parle aussi de 0.5 mm... On pourrait donc s'y ranger, pour commencer.
Certes, mais à quel prix ? D'ailleurs, du 0.5 j'en ai un peu...
Mais s'il fallait ajuster ? Essayer 0.55 ou 0.45 ? La réussite est déjà bien assez hasardeuse, sans se trouver limité par les disponibilités commerciales !
N'aurions-nous pas un modo qui serait dans la toiture ? Et qui pourrait indiquer quelles épaisseurs de cuivre sont utilisées en zinguerie de luxe ?
Alors, pour parer à toute éventualité j'ai récupéré ça :

Deux rouleaux massifs synchronisés par un gros engrenage en chevron, tournant dans d'épais paliers en bronze qui coulissent dans un fort bâti en fonte. Ce n'est pas bien gros, mais la partie active (donc sans le piétement vert et la tablette jaune) pèse nettement plus de 100 kg ! Seul le mécanisme de réglage d'écartement des rouleaux serait un peu grêle (pignons montés en porte à faux) ; mais facile à décaler d'une ou plusieurs dents, pour régler le parallélisme des rouleaux.
L'objectif serait de laminer en diverses épaisseurs de la lame de cuivre section 20 x 2 mm, pour alimenter les essais d'emboutissage. Quelles seront les possibilités (largeur laminable, réduction d'épaisseur) ? On verra ça quand j'aurai remplacé le moteur électrique (disparu) par une bonne manivelle...
Le bouquin US donne environ 0.5 mm pour le fond du godet résultant du 1er emboutissage en 22 LR ; la table SFM du 44 Henry parle aussi de 0.5 mm... On pourrait donc s'y ranger, pour commencer.
PatBig a écrit:On trouve des plaques de cuivre en 0,5 mm facilement, chez Conrad par exemple.
Certes, mais à quel prix ? D'ailleurs, du 0.5 j'en ai un peu...
Mais s'il fallait ajuster ? Essayer 0.55 ou 0.45 ? La réussite est déjà bien assez hasardeuse, sans se trouver limité par les disponibilités commerciales !
N'aurions-nous pas un modo qui serait dans la toiture ? Et qui pourrait indiquer quelles épaisseurs de cuivre sont utilisées en zinguerie de luxe ?
Alors, pour parer à toute éventualité j'ai récupéré ça :
Deux rouleaux massifs synchronisés par un gros engrenage en chevron, tournant dans d'épais paliers en bronze qui coulissent dans un fort bâti en fonte. Ce n'est pas bien gros, mais la partie active (donc sans le piétement vert et la tablette jaune) pèse nettement plus de 100 kg ! Seul le mécanisme de réglage d'écartement des rouleaux serait un peu grêle (pignons montés en porte à faux) ; mais facile à décaler d'une ou plusieurs dents, pour régler le parallélisme des rouleaux.
L'objectif serait de laminer en diverses épaisseurs de la lame de cuivre section 20 x 2 mm, pour alimenter les essais d'emboutissage. Quelles seront les possibilités (largeur laminable, réduction d'épaisseur) ? On verra ça quand j'aurai remplacé le moteur électrique (disparu) par une bonne manivelle...
Verchère- Pilier du forum
- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication de cartouches RF (perc. annulaire)
cromagnon 07 Lun 02 Jan 2017, 12:04
Verchère a écrit:Les divers documents suggéreraient que les efforts d'emboutissage n'affinent pas le fond de la douille, ou très peu ; l'épaisseur de départ serait donc assez proche de l'épaisseur finale au fond.
Le bouquin US donne environ 0.5 mm pour le fond du godet résultant du 1er emboutissage en 22 LR ; la table SFM du 44 Henry parle aussi de 0.5 mm... On pourrait donc s'y ranger, pour commencer.PatBig a écrit:On trouve des plaques de cuivre en 0,5 mm facilement, chez Conrad par exemple.
Certes, mais à quel prix ? D'ailleurs, du 0.5 j'en ai un peu...
Mais s'il fallait ajuster ? Essayer 0.55 ou 0.45 ? La réussite est déjà bien assez hasardeuse, sans se trouver limité par les disponibilités commerciales !
N'aurions-nous pas un modo qui serait dans la toiture ? Et qui pourrait indiquer quelles épaisseurs de cuivre sont utilisées en zinguerie de luxe ?
Alors, pour parer à toute éventualité j'ai récupéré ça :
Deux rouleaux massifs synchronisés par un gros engrenage en chevron, tournant dans d'épais paliers en bronze qui coulissent dans un fort bâti en fonte. Ce n'est pas bien gros, mais la partie active (donc sans le piétement vert et la tablette jaune) pèse nettement plus de 100 kg ! Seul le mécanisme de réglage d'écartement des rouleaux serait un peu grêle (pignons montés en porte à faux) ; mais facile à décaler d'une ou plusieurs dents, pour régler le parallélisme des rouleaux.
L'objectif serait de laminer en diverses épaisseurs de la lame de cuivre section 20 x 2 mm, pour alimenter les essais d'emboutissage. Quelles seront les possibilités (largeur laminable, réduction d'épaisseur) ? On verra ça quand j'aurai remplacé le moteur électrique (disparu) par une bonne manivelle...
hello
dieu seul doit savoir ou tu as déniché cette merveille .bien sympas ce laminoir .
amicalement
cro

cromagnon 07- Pilier du forum
- Nombre de messages : 1134
Age : 65
Localisation : ardeche
Date d'inscription : 23/06/2010
Re: Fabrication de cartouches RF (perc. annulaire)
Verchère Mar 03 Jan 2017, 10:10
Démantèlement de l'ex-futur musée "tissage / usinage" du village. Provenance initiale, peut-être une usine de Rougemont le Château (90), qui faisait du treillis métallique.
C'était dans les "laissés pour compte", et allait partir au ferrailleur pour 30 E la tonne (soit environ 5 euros pour la machine et sa table). J'étais occupé à en décrocher le coffret électrique (coffret, transfo 24/48 V, relais, etc., à 30 E/T faut pas exagérer), quand il m'est venu l'idée d'ôter les grossiers capots (absents des photos). J'ai alors découvert que l'apparence "infâme bidouillage" ne découlait que d'une peinture maladroite de couleurs inhabituelles.
J'en avais déjà récupéré un, de mini-laminoir (présenté dans un autre sujet), mais plus rustique, à rouleaux imparfaitement parallèles, et qui m'avait semblé plus apte au laminage à chaud (préparation de lames pour ressorts, de plat bombé pour garnitures, etc.), d'autant qu'il est facile d'y interchanger les rouleaux (en fabriquant des rouleaux de forme, pour les fers bombés).
Alors que celui-ci a des rouleaux difficilement amovibles mais paraissait plus aptes à l'obtention d'épaisseurs régulières ; comme justement sur TCAR on était en train de causer de douilles RF, ça a fait tilt !
C'était dans les "laissés pour compte", et allait partir au ferrailleur pour 30 E la tonne (soit environ 5 euros pour la machine et sa table). J'étais occupé à en décrocher le coffret électrique (coffret, transfo 24/48 V, relais, etc., à 30 E/T faut pas exagérer), quand il m'est venu l'idée d'ôter les grossiers capots (absents des photos). J'ai alors découvert que l'apparence "infâme bidouillage" ne découlait que d'une peinture maladroite de couleurs inhabituelles.
J'en avais déjà récupéré un, de mini-laminoir (présenté dans un autre sujet), mais plus rustique, à rouleaux imparfaitement parallèles, et qui m'avait semblé plus apte au laminage à chaud (préparation de lames pour ressorts, de plat bombé pour garnitures, etc.), d'autant qu'il est facile d'y interchanger les rouleaux (en fabriquant des rouleaux de forme, pour les fers bombés).
Alors que celui-ci a des rouleaux difficilement amovibles mais paraissait plus aptes à l'obtention d'épaisseurs régulières ; comme justement sur TCAR on était en train de causer de douilles RF, ça a fait tilt !
Verchère- Pilier du forum
- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Découpage du flan
Verchère Dim 08 Jan 2017, 03:18
A notre niveau, la fabrication complète de douilles métalliques serait à priori utopique ; sauf bien sûr les douilles tournées dans la masse, qui sont malheureusement loin de répondre à toutes les exigences.
Mais à la réflexion ... il faudrait déjà essayer ! Et si le domaine était défriché, plusieurs membres de TCAR auraient certainement les moyens techniques de tenter le coup. Certes pas pour en produire des wagons, mais quelques douilles "introuvables" destinées à une antiquité depuis trop longtemps muette, ça peut justifier un rendement horaire dérisoire.
N'étant tout de même pas certain d'y arriver, je vais rendre compte pas à pas de mes essais, en détaillant les données techniques de base ; celles qu'on trouve dans les bons bouquins ... que tout le monde n'a pas !
Ainsi, au cas où je n'aboutirais pas (ou calerais en route) chacun disposera des éléments nécessaires pour détecter et corriger les erreurs, afin de poursuivre...
METAL DE DEPART
Les diverses (et rares) informations éparses donneraient à penser que l'épaisseur du fond ne varie guère durant l'emboutissage de la douille, qu'il s'agisse de RF minces ou de CF plus épaisses.
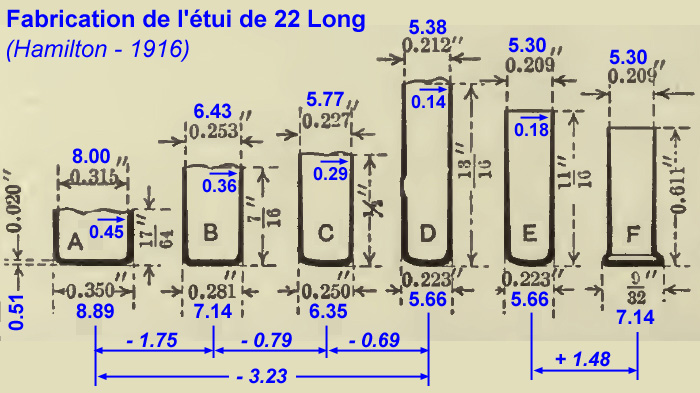
L'épaisseur du fond des douilles RF serait de 0.51 mm pour le 22 Long (Hamilton 1916), 0.40 en 9 mm Flobert (relevés perso) et 0.50 mm pour le 44 Henry (table SFM).
Le métal va certainement du cuivre quasi-pur (Cu-A1) au laiton à cartouches (CuZn30) en passant par le tombac (CuZn10). Si la teneur en zinc améliore la résistance mécanique, elle rend aussi le métal plus sensible à l'écrouissement (ce qui nuit à la facilité d'emboutissage) ; du point de vue résistance d'ailleurs, l'état d'écrouissement est un facteur plus prépondérant que la composition.
Il sera de toutes façons plus facile de se procurer de la feuille de cuivre ; en laiton il y aura difficilement le choix de la nuance, et ça risque d'être toujours du CuZn33, limite maxi pour des douilles. Certes, pour du CuZn28 on pourrait fendre et dérouler des douilles longues (et pour du cuivre d'ep. 1 mm, faire de même avec du tube de plomberie)...
En première hypothèse, je m'en tiendrai au cuivre pur de 0.5 mm (d'autant que j'en ai une petite feuille).
DIMENSIONS DU FLAN pour 32 RF LONG
L'emboutissage se fait sans perte de matière, mais il faut prévoir une petite recoupe du haut, qui est toujours irrégulier.
Le poids d'une douille tirée aurait permis de calculer le volume (et donc le Ø) de la rondelle... A défaut j'ai fait une estimation, pour une épaisseur de 0.5 à la base, diminuant régulièrement jusqu'à 0.25 au collet, sur une longueur de 20 mm et un Ø 8.0 : ça tournerait autour de 23 mm (diamètre du flan initial d'épaisseur 0.5 mm).
Peut-être un peu plus (pour l'excédent à recouper), ou un peu moins (allez savoir), donc entre Ø 20 et 25, dimensions pour lesquelles j'ai déjà des outils de découpe qui permettront de dégrossir la question, avant d'en fabriquer sur mesures.
DECOUPAGE
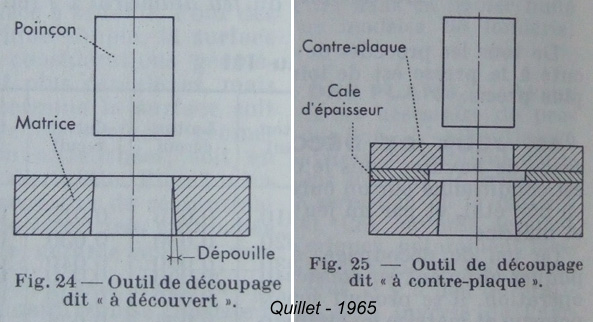
C'est le terme approprié quand on utilise le flan (alors qu'en poinçonnage, la débouchure est un déchet). L'outillage est simple, mais demande une certaine puissance et un guidage précis. La presse "à balancier" assure ces deux fonctions, et se contente donc d'outils simplifiés (à G). Sinon, l'outil doit comprendre un élément de guidage (à droite, la plaque de guidage sert aussi de "devêtisseur", pour dégager le poinçon de la bande de tôle glissée entre les cales d'épaisseur).
Pour une découpe franche, le poinçon doit avoir un léger jeu dans la matrice. En acier doux, laiton et cuivre on laisse généralement un jeu diamétral d'environ 0.05 e (e = épaisseur à découper) ; soit ici 0.02 à 0.03 mm (autant dire pas grand chose).
Les outils de découpage, matrice et poinçon, se font normalement en acier d'outillage, usiné (au tour, pour les flans circulaires) puis trempé. Dans les métaux tendres, un acier mi-dur non traité suffit toutefois à découper quelques pièces. La matrice peut être fournie par la bague intérieure d'un vieux roulement à billes (en avivant l'arête à la meule) ; ou coulée en zamak (Kayem n°1) directement autour du poinçon en acier (avant de le tremper).
Si les outils sont plats, l'effort de coupe n'est pas négligeable. On peut le calculer en multipliant la section cisaillée (circonférence x épaisseur) par la résistance au cisaillement Rc.

Ici, ce serait tout de même de l'ordre de la tonne ; mais c'est nettement plus faible si la coupe est progressive, grâce à une surface d'outil inclinée ou ondulée (pour éviter que le poinçon ne soit déjeté, il faut une symétrie). Cependant, ça déforme le métal : pour obtenir un flan plat c'est donc le dessus de la matrice, qu'il faudrait onduler.
Une dépouille de la matrice (trou s'évasant vers le bas) diminue la course nécessaire pour éjecter le flan (et l'effort, si les flans s'empilent). Mais pour un usage expérimental elle n'est pas indispensable.
C'est bien joli tout ça, mais faudrait peut-être se décider ! On y va ?
La matrice Ø 25 est faite à partir de la bague intérieure d'un roulement à billes HS, hâtivement soudée sur un carré de fer plat largement percé. Le poinçon est sans doute en acier mi-dur non trempé ; l'outil est déjà un peu fatigué, mais fonctionne encore... Il est important de bien centrer les outils (poinçon engagé dans la matrice) avant de serrer les brides ; puis de faire une manoeuvre douce pour vérifier l'alignement (sinon, crac c'est foutu).

Ces quelques rondelles de 20 et 25 permettront d'aborder la phase suivante.
En cuivre d'épaisseur 0.5 mm, elles pèsent 2.10 grammes pour le Ø 25, et 1.32 g pour le Ø 20.
La suite sera ... l'emboutissage de la coupelle de départ. Et ceux qui y ont déjà joué, savent que ça n'ira pas forcément tout seul...
Mais à la réflexion ... il faudrait déjà essayer ! Et si le domaine était défriché, plusieurs membres de TCAR auraient certainement les moyens techniques de tenter le coup. Certes pas pour en produire des wagons, mais quelques douilles "introuvables" destinées à une antiquité depuis trop longtemps muette, ça peut justifier un rendement horaire dérisoire.
N'étant tout de même pas certain d'y arriver, je vais rendre compte pas à pas de mes essais, en détaillant les données techniques de base ; celles qu'on trouve dans les bons bouquins ... que tout le monde n'a pas !
Ainsi, au cas où je n'aboutirais pas (ou calerais en route) chacun disposera des éléments nécessaires pour détecter et corriger les erreurs, afin de poursuivre...
METAL DE DEPART
Les diverses (et rares) informations éparses donneraient à penser que l'épaisseur du fond ne varie guère durant l'emboutissage de la douille, qu'il s'agisse de RF minces ou de CF plus épaisses.
L'épaisseur du fond des douilles RF serait de 0.51 mm pour le 22 Long (Hamilton 1916), 0.40 en 9 mm Flobert (relevés perso) et 0.50 mm pour le 44 Henry (table SFM).
Le métal va certainement du cuivre quasi-pur (Cu-A1) au laiton à cartouches (CuZn30) en passant par le tombac (CuZn10). Si la teneur en zinc améliore la résistance mécanique, elle rend aussi le métal plus sensible à l'écrouissement (ce qui nuit à la facilité d'emboutissage) ; du point de vue résistance d'ailleurs, l'état d'écrouissement est un facteur plus prépondérant que la composition.
Il sera de toutes façons plus facile de se procurer de la feuille de cuivre ; en laiton il y aura difficilement le choix de la nuance, et ça risque d'être toujours du CuZn33, limite maxi pour des douilles. Certes, pour du CuZn28 on pourrait fendre et dérouler des douilles longues (et pour du cuivre d'ep. 1 mm, faire de même avec du tube de plomberie)...
En première hypothèse, je m'en tiendrai au cuivre pur de 0.5 mm (d'autant que j'en ai une petite feuille).
DIMENSIONS DU FLAN pour 32 RF LONG
L'emboutissage se fait sans perte de matière, mais il faut prévoir une petite recoupe du haut, qui est toujours irrégulier.
Le poids d'une douille tirée aurait permis de calculer le volume (et donc le Ø) de la rondelle... A défaut j'ai fait une estimation, pour une épaisseur de 0.5 à la base, diminuant régulièrement jusqu'à 0.25 au collet, sur une longueur de 20 mm et un Ø 8.0 : ça tournerait autour de 23 mm (diamètre du flan initial d'épaisseur 0.5 mm).
Peut-être un peu plus (pour l'excédent à recouper), ou un peu moins (allez savoir), donc entre Ø 20 et 25, dimensions pour lesquelles j'ai déjà des outils de découpe qui permettront de dégrossir la question, avant d'en fabriquer sur mesures.
DECOUPAGE
C'est le terme approprié quand on utilise le flan (alors qu'en poinçonnage, la débouchure est un déchet). L'outillage est simple, mais demande une certaine puissance et un guidage précis. La presse "à balancier" assure ces deux fonctions, et se contente donc d'outils simplifiés (à G). Sinon, l'outil doit comprendre un élément de guidage (à droite, la plaque de guidage sert aussi de "devêtisseur", pour dégager le poinçon de la bande de tôle glissée entre les cales d'épaisseur).
Pour une découpe franche, le poinçon doit avoir un léger jeu dans la matrice. En acier doux, laiton et cuivre on laisse généralement un jeu diamétral d'environ 0.05 e (e = épaisseur à découper) ; soit ici 0.02 à 0.03 mm (autant dire pas grand chose).
Les outils de découpage, matrice et poinçon, se font normalement en acier d'outillage, usiné (au tour, pour les flans circulaires) puis trempé. Dans les métaux tendres, un acier mi-dur non traité suffit toutefois à découper quelques pièces. La matrice peut être fournie par la bague intérieure d'un vieux roulement à billes (en avivant l'arête à la meule) ; ou coulée en zamak (Kayem n°1) directement autour du poinçon en acier (avant de le tremper).
Si les outils sont plats, l'effort de coupe n'est pas négligeable. On peut le calculer en multipliant la section cisaillée (circonférence x épaisseur) par la résistance au cisaillement Rc.
Ici, ce serait tout de même de l'ordre de la tonne ; mais c'est nettement plus faible si la coupe est progressive, grâce à une surface d'outil inclinée ou ondulée (pour éviter que le poinçon ne soit déjeté, il faut une symétrie). Cependant, ça déforme le métal : pour obtenir un flan plat c'est donc le dessus de la matrice, qu'il faudrait onduler.
Une dépouille de la matrice (trou s'évasant vers le bas) diminue la course nécessaire pour éjecter le flan (et l'effort, si les flans s'empilent). Mais pour un usage expérimental elle n'est pas indispensable.
C'est bien joli tout ça, mais faudrait peut-être se décider ! On y va ?
La matrice Ø 25 est faite à partir de la bague intérieure d'un roulement à billes HS, hâtivement soudée sur un carré de fer plat largement percé. Le poinçon est sans doute en acier mi-dur non trempé ; l'outil est déjà un peu fatigué, mais fonctionne encore... Il est important de bien centrer les outils (poinçon engagé dans la matrice) avant de serrer les brides ; puis de faire une manoeuvre douce pour vérifier l'alignement (sinon, crac c'est foutu).
Ces quelques rondelles de 20 et 25 permettront d'aborder la phase suivante.
En cuivre d'épaisseur 0.5 mm, elles pèsent 2.10 grammes pour le Ø 25, et 1.32 g pour le Ø 20.
La suite sera ... l'emboutissage de la coupelle de départ. Et ceux qui y ont déjà joué, savent que ça n'ira pas forcément tout seul...
Verchère- Pilier du forum
- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication de cartouches RF (perc. annulaire)
BRX (†) Dim 08 Jan 2017, 10:49
Sujet très intéressant même en le limitant au seul formage de l'étui.
Réaliser un embouti profond n'est pas si aisé serait-ce sur du Cu recuit et puis il y a encore deux difficultés:
- avoir un fond plus épais, si cela est vraiment nécessaire.
- réaliser le bourrelet où sera placé l'amorçage. A priori, je ne vois pas comment il faut procéder.
En ce qui concerne l'emboutissage, il faut prévoir des recuits intermédiaires et utiliser un presse-flan et ..descendre le poinçon en douceur si on veut éviter d'arracher le fond.
Je ne pense pas qu'on puisse détourer directement après emboutissage, il faudra rogner au tour si on veut avoir une longueur précise.
Réussir la fabrication d'étuis de ce genre à partir d'une simple tôle sera une belle démonstration de sa connaissance du métier d'outilleur.
Réaliser un embouti profond n'est pas si aisé serait-ce sur du Cu recuit et puis il y a encore deux difficultés:
- avoir un fond plus épais, si cela est vraiment nécessaire.
- réaliser le bourrelet où sera placé l'amorçage. A priori, je ne vois pas comment il faut procéder.
En ce qui concerne l'emboutissage, il faut prévoir des recuits intermédiaires et utiliser un presse-flan et ..descendre le poinçon en douceur si on veut éviter d'arracher le fond.
Je ne pense pas qu'on puisse détourer directement après emboutissage, il faudra rogner au tour si on veut avoir une longueur précise.
Réussir la fabrication d'étuis de ce genre à partir d'une simple tôle sera une belle démonstration de sa connaissance du métier d'outilleur.
BRX (†)- Membre confirmé

- Nombre de messages : 407
Age : 93
Date d'inscription : 23/11/2013
Re: Fabrication de cartouches RF (perc. annulaire)
Dirty Larry Dim 08 Jan 2017, 18:09
Encore un sujet de Verchère qui me fait retrouver ce bonheur que j'avais, enfant, à lire les "magasin pittoresque" des années 1850, où les descriptions scientifiques qui émaillaient les ouvrages de Jules Verne, Driant, etc.... et dévorer tout ce qui me tombait sous la main du point de vue technique (jamais plus récent que les années 1920... le tout, hélas, a disparu dans les méandres des conflits d'héritage...).
Même si je suis à cent lieues de pouvoir participer, je me permets donc de manifester mon intérêt pour le sujet, et remercier son auteur.
Le seul élément qu'il me semble pouvoir anticiper dans les phases à venir, c'est la réalisation du bourrelet creux sur lequel s'interroge BRX : je me gourre peut-être totalement, mais cela me semble très faisable en emboutissant d'abord une ébauche en forme de "tube bouché" du diamètre extérieur du bourrelet, puis recaliber en plusieurs passes la partie "corps" en laissant à la partie "bourrelet" son diamètre original.... est-ce l'idée ?
Même si je suis à cent lieues de pouvoir participer, je me permets donc de manifester mon intérêt pour le sujet, et remercier son auteur.
Le seul élément qu'il me semble pouvoir anticiper dans les phases à venir, c'est la réalisation du bourrelet creux sur lequel s'interroge BRX : je me gourre peut-être totalement, mais cela me semble très faisable en emboutissant d'abord une ébauche en forme de "tube bouché" du diamètre extérieur du bourrelet, puis recaliber en plusieurs passes la partie "corps" en laissant à la partie "bourrelet" son diamètre original.... est-ce l'idée ?
Dirty Larry- Pilier du forum
- Nombre de messages : 1001
Age : 44
Date d'inscription : 01/02/2016
Re: Fabrication de cartouches RF (perc. annulaire)
Verchère Lun 09 Jan 2017, 04:58
Doucement...
Je ne m'embarque tout de même pas sans biscuit ; en particulier le bouquin de 1916 (Hamilton) cité au premier message, qui détaille entre autres la fabrication des douilles de 22 Long (reste à vérifier si c'est aisément reproductible, et transposable au 32 puis au 44...). Mais ce bouquin est en anglais, et dilue passablement l'emboutissage lui-même au milieu de larges descriptions des mécanisme d'alimentation automatique des presses (peu illustrées, d'ailleurs). De plus ce PDF est à haute définition (plutôt bien pour les croquis) et fortement compressé, ce qui fait singulièrement ramer mon vieil IPhone 4S !
Aussi ais-je prévu, d'en reprendre ici les schémas avec traduction des explications ; mais par opérations successives, avec chaque fois le résultat d'une tentative de mise en pratique. Patience donc ; tout sera dit, et testé.
Cependant, je rassurerai tout de suite BRX quant aux difficultés de l'emboutissage profond : il n'y a en fait qu'une seule opération de véritable emboutissage (c'est d'ailleurs la prochaine), pour former une cupule de profondeur moyenne (ne nécessitant peut-être même pas de serre-flan, ce qui serait plus simple). Cette cupule est ensuite allongée pour former un tube, en 3 ou 4 passes successives, mais celles-ci tiennent plus du tréfilage, qui à priori ne provoque pas de plissements, et ne nécessite donc pas de serre-flan.
La technique de formage du bourrelet ... et bien si vous êtes pressés vous l'avez ici (2e image, mais c'est plus détaillé sur le PDF) :
https://www.tircollection.com/t31468p50-rechargement-22lr-premiers-essais#422965
C'est surprenant de simplicité, mais on va faire confiance au document...
Et puis, j'ai tout de même déjà un peu joué à ce genre de choses, pour fabriquer quelques pièces de la très rare lanterne carrée des tourelles à éclipse 14-18 **, ressemblant à celle des tourelles Maginot, mais en fait très différente (bien plus robuste).
** Quand je dis "très rare" ... aucun exemplaire complet connu, il me semble ; seulement quelques débris épars et un unique dessin d'ensemble.

En A, un chapeau de "fumivore" pour divers types de lanternes ; emboutissage non guidé, sur une forme en alu coulée dans un moule serré sur une pièce d'origine. Ça peut surprendre, mais une fois l'outillage au point la pièce est absolument in-ratable.
En B, le fond du tube pousse-bougie de la lanterne de tourelle ; emboutissage sur une forme en zamak coulée contre le poinçon préalablement usiné. Ça, c'est une pièce de toute facilité.
Ci-dessous c'est plus délicat ; et en fait pas de l'emboutissage mais du repoussage au tour. Grosse différence, le repoussage est très instinctif, pour chaque pièce successive, dont la réussite est à la merci de la moindre fausse manoeuvre. Alors qu'en emboutissage, une fois les cotes d'outils et la procédure bien mises au point, c'est reproductible à l'infini sans nécessiter la moindre expérience pratique.

En C, il s'agit de la capsule retenant le haut de la bougie, sur le tube de la lanterne carrée ; le bord est enroulé sur un anneau métallique, puis les griffes sont soudées à l'étain. La difficulté est de s'interrompre pour effectuer un recuit intermédiaire, alors même que le travail se déroule parfaitement ; car dès la formation du premier plissement, c'est irrécupérable (C1 et C2). Si on appuie trop fort sur un métal trop recuit ça peut céder (C3), et la cote finale est difficilement prévisible (en C4 c'était bien parti, mais pas assez de métal pour faire le roulé). Roulé effectué en repoussage sur plusieurs formes intermédiaires, l'excédent étant enlevé à l'outil de tour (au stade C4). A noter qu'à l'époque, on faisait couramment ce genre de bord roulé avec un petit appareil à manivelle, équipé de molettes de forme.
La pièce C5 serait bonne, ne reste qu'à poinçonner le trou (non terminée, pour servir ultérieurement d'exemple), et C6 est le modèle : capsule d'origine trouvée dans les décombres d'une tourelle Galopin de 155R (ferraillée par l'occupant vers 1942).
Je ne m'embarque tout de même pas sans biscuit ; en particulier le bouquin de 1916 (Hamilton) cité au premier message, qui détaille entre autres la fabrication des douilles de 22 Long (reste à vérifier si c'est aisément reproductible, et transposable au 32 puis au 44...). Mais ce bouquin est en anglais, et dilue passablement l'emboutissage lui-même au milieu de larges descriptions des mécanisme d'alimentation automatique des presses (peu illustrées, d'ailleurs). De plus ce PDF est à haute définition (plutôt bien pour les croquis) et fortement compressé, ce qui fait singulièrement ramer mon vieil IPhone 4S !
Aussi ais-je prévu, d'en reprendre ici les schémas avec traduction des explications ; mais par opérations successives, avec chaque fois le résultat d'une tentative de mise en pratique. Patience donc ; tout sera dit, et testé.
Cependant, je rassurerai tout de suite BRX quant aux difficultés de l'emboutissage profond : il n'y a en fait qu'une seule opération de véritable emboutissage (c'est d'ailleurs la prochaine), pour former une cupule de profondeur moyenne (ne nécessitant peut-être même pas de serre-flan, ce qui serait plus simple). Cette cupule est ensuite allongée pour former un tube, en 3 ou 4 passes successives, mais celles-ci tiennent plus du tréfilage, qui à priori ne provoque pas de plissements, et ne nécessite donc pas de serre-flan.
La technique de formage du bourrelet ... et bien si vous êtes pressés vous l'avez ici (2e image, mais c'est plus détaillé sur le PDF) :
https://www.tircollection.com/t31468p50-rechargement-22lr-premiers-essais#422965
C'est surprenant de simplicité, mais on va faire confiance au document...
Et puis, j'ai tout de même déjà un peu joué à ce genre de choses, pour fabriquer quelques pièces de la très rare lanterne carrée des tourelles à éclipse 14-18 **, ressemblant à celle des tourelles Maginot, mais en fait très différente (bien plus robuste).
** Quand je dis "très rare" ... aucun exemplaire complet connu, il me semble ; seulement quelques débris épars et un unique dessin d'ensemble.
En A, un chapeau de "fumivore" pour divers types de lanternes ; emboutissage non guidé, sur une forme en alu coulée dans un moule serré sur une pièce d'origine. Ça peut surprendre, mais une fois l'outillage au point la pièce est absolument in-ratable.
En B, le fond du tube pousse-bougie de la lanterne de tourelle ; emboutissage sur une forme en zamak coulée contre le poinçon préalablement usiné. Ça, c'est une pièce de toute facilité.
Ci-dessous c'est plus délicat ; et en fait pas de l'emboutissage mais du repoussage au tour. Grosse différence, le repoussage est très instinctif, pour chaque pièce successive, dont la réussite est à la merci de la moindre fausse manoeuvre. Alors qu'en emboutissage, une fois les cotes d'outils et la procédure bien mises au point, c'est reproductible à l'infini sans nécessiter la moindre expérience pratique.
En C, il s'agit de la capsule retenant le haut de la bougie, sur le tube de la lanterne carrée ; le bord est enroulé sur un anneau métallique, puis les griffes sont soudées à l'étain. La difficulté est de s'interrompre pour effectuer un recuit intermédiaire, alors même que le travail se déroule parfaitement ; car dès la formation du premier plissement, c'est irrécupérable (C1 et C2). Si on appuie trop fort sur un métal trop recuit ça peut céder (C3), et la cote finale est difficilement prévisible (en C4 c'était bien parti, mais pas assez de métal pour faire le roulé). Roulé effectué en repoussage sur plusieurs formes intermédiaires, l'excédent étant enlevé à l'outil de tour (au stade C4). A noter qu'à l'époque, on faisait couramment ce genre de bord roulé avec un petit appareil à manivelle, équipé de molettes de forme.
La pièce C5 serait bonne, ne reste qu'à poinçonner le trou (non terminée, pour servir ultérieurement d'exemple), et C6 est le modèle : capsule d'origine trouvée dans les décombres d'une tourelle Galopin de 155R (ferraillée par l'occupant vers 1942).
Verchère- Pilier du forum
- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Le recuit
Verchère Lun 09 Jan 2017, 05:09
Puisqu'on en parle, chaque opération écrouit le métal, le rendant plus dur et moins malléable ; il faut donc régulièrement effectuer un recuit. Les 22 Long étaient recuites à l'issue de chaque opération (sauf les deux dernières, sans doute pour assurer une certaine résistance du bourrelet).
Par contre, il ne me paraît pas nécessaire avant le poinçonnage initial, car si le métal écroui est plus dur, il se cisaille aussi plus nettement. Le poinçonnage n'écrouissant pour ainsi dire pas, la nécessité d'un recuit entre poinçonnage et premier emboutissage dépendra sans doute de l'état de la tôle brute...
De façon industrielle on pratique des recuits très longs (30 mn à 1 heure, voire plus), et un contrôle précis de la température permet de distinguer divers niveau de recuit. En effet, les cuivreux se comportent différemment de l'acier, pour lequel le recuit est presque "tout ou rien".
Le ré-arrangement des cristaux de métaux cuivreux est lent et progressif, plus rapide quand c'est plus chaud. On peut ainsi avoir le même niveau de recuit avec "chaud durant peu de temps" ou "moins chaud durant plus longtemps". Le fait que ce soit progressif impose, pour arriver au même état, de recuire plus chaud ou plus longtemps un métal qui serait plus écroui...
Pas si simple, donc !
Dans une fabrication en série, toutes les pièces subissent les mêmes opérations : une fois que les températures et durées optimales sont déterminées par tâtonnements, il suffit de les reproduire pour obtenir des résultats constants. Mais en expérimentation ou petites séries, c'est beaucoup plus délicat, d'autant qu'en conduite manuelle la température est approximative et irrégulière. Trop recuit le métal n'a aucune tenue, pas assez recuit les efforts augmentent et provoquent des ruptures localisées.
Pour limiter les risques, je pense en première approche effectuer des recuits fréquents (après chaque opération sauf les dernières) et modérés : rouge sombre naissant (500°) voire rouge sombre (650°) durant 4 ou 5 secondes avec refroidissement immédiat à l'eau froide. D'autant que la plongée dans l'eau froide décolle une bonne partie des oxydes provoqués par la chauffe.
Ce sera d'ailleurs un point à étudier, car le bon déroulement de l'emboutissage ou du tréfilage exige que le métal glisse facilement dans la matrice. Que celle-ci soit bien polie, donc, mais aussi que la pièce soit très propre. En série les douilles sont décapées puis rincées "au tonneau" (tumbler humide) par lots importants, après chaque recuit ; en unitaire il faudrait arriver à simplifier...
Par contre, il ne me paraît pas nécessaire avant le poinçonnage initial, car si le métal écroui est plus dur, il se cisaille aussi plus nettement. Le poinçonnage n'écrouissant pour ainsi dire pas, la nécessité d'un recuit entre poinçonnage et premier emboutissage dépendra sans doute de l'état de la tôle brute...
De façon industrielle on pratique des recuits très longs (30 mn à 1 heure, voire plus), et un contrôle précis de la température permet de distinguer divers niveau de recuit. En effet, les cuivreux se comportent différemment de l'acier, pour lequel le recuit est presque "tout ou rien".
Le ré-arrangement des cristaux de métaux cuivreux est lent et progressif, plus rapide quand c'est plus chaud. On peut ainsi avoir le même niveau de recuit avec "chaud durant peu de temps" ou "moins chaud durant plus longtemps". Le fait que ce soit progressif impose, pour arriver au même état, de recuire plus chaud ou plus longtemps un métal qui serait plus écroui...
Pas si simple, donc !
Dans une fabrication en série, toutes les pièces subissent les mêmes opérations : une fois que les températures et durées optimales sont déterminées par tâtonnements, il suffit de les reproduire pour obtenir des résultats constants. Mais en expérimentation ou petites séries, c'est beaucoup plus délicat, d'autant qu'en conduite manuelle la température est approximative et irrégulière. Trop recuit le métal n'a aucune tenue, pas assez recuit les efforts augmentent et provoquent des ruptures localisées.
Pour limiter les risques, je pense en première approche effectuer des recuits fréquents (après chaque opération sauf les dernières) et modérés : rouge sombre naissant (500°) voire rouge sombre (650°) durant 4 ou 5 secondes avec refroidissement immédiat à l'eau froide. D'autant que la plongée dans l'eau froide décolle une bonne partie des oxydes provoqués par la chauffe.
Ce sera d'ailleurs un point à étudier, car le bon déroulement de l'emboutissage ou du tréfilage exige que le métal glisse facilement dans la matrice. Que celle-ci soit bien polie, donc, mais aussi que la pièce soit très propre. En série les douilles sont décapées puis rincées "au tonneau" (tumbler humide) par lots importants, après chaque recuit ; en unitaire il faudrait arriver à simplifier...
Verchère- Pilier du forum
- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Etagement des opérations
Verchère Mar 10 Jan 2017, 05:52
Le processus de fabrication de la 22 Long doit bien sûr être transposé.
La 32 RF n'est pas trop différente en longueur (L3 = 20.1 mm pour la 32RF Long, soit 4.6 mm de plus), mais plus forte en diamètre : P1 = 8.1, soit + 2.44 et R1 = 9.6, soit + 2.46 mm (cotes maxi, peut-être à réduire légèrement). La question est de savoir si les cotes d'outils doivent être corrigées en valeur absolue (même réduction entre les passes), ou en proportion du diamètre final. Et s'il est profitable d'intercaler une 4e passe de tréfilage...
J'opterais en première approche pour la valeur absolue, ce qui mettrait la coupelle initiale à 8.10 + 3.23 = 11.33, que j'arrondirais à 11 mm. Le tréfilage, on s'en inquiétera quand on aura des coupelles correctes !
Partons donc pour une matrice Ø 11 mm et un poinçon Ø 10 (conservation de l'épaisseur 0.5). Il faut prévoir des rayons (des "arrondis") sur les arêtes du poinçon et de la matrice, un certain jeu, et un éventuel serre-flan (accessoire forçant les tire-au-flanc à rester dans la file) ; ceci sera détaillé, en théorie et en pratique, quand j'aurai de quoi l'illustrer par des outils plus ou moins efficaces et des pièces plus ou moins ratées (les pièces ratées étant de loin les plus instructives).
Ça pourrait avancer assez vite, car l'exercice est approprié à la saison : dans l'atelier la température est certes remontée à - 5°, mais risque bien de redescendre. Et par - 10°, je tiens difficilement plus d'une demi-heure devant le tour ou l'établi ; il n'est donc pas question d'entreprendre un travail conséquent, qui obligerait à laisser les comparateurs, en place et réglés, exposés au givre et aux divagations félines (voire vulpines). Alors que la réalisation des outils d'emboutissage et leur essai se décomposent aisément en courtes séquences d'une cigarette, voire 1 cigarette + 1 bonbon (après une cigarette par - 10°, il est difficile d'en rouler une seconde sans craquer le papier).
La 32 RF n'est pas trop différente en longueur (L3 = 20.1 mm pour la 32RF Long, soit 4.6 mm de plus), mais plus forte en diamètre : P1 = 8.1, soit + 2.44 et R1 = 9.6, soit + 2.46 mm (cotes maxi, peut-être à réduire légèrement). La question est de savoir si les cotes d'outils doivent être corrigées en valeur absolue (même réduction entre les passes), ou en proportion du diamètre final. Et s'il est profitable d'intercaler une 4e passe de tréfilage...
J'opterais en première approche pour la valeur absolue, ce qui mettrait la coupelle initiale à 8.10 + 3.23 = 11.33, que j'arrondirais à 11 mm. Le tréfilage, on s'en inquiétera quand on aura des coupelles correctes !
Partons donc pour une matrice Ø 11 mm et un poinçon Ø 10 (conservation de l'épaisseur 0.5). Il faut prévoir des rayons (des "arrondis") sur les arêtes du poinçon et de la matrice, un certain jeu, et un éventuel serre-flan (accessoire forçant les tire-au-flanc à rester dans la file) ; ceci sera détaillé, en théorie et en pratique, quand j'aurai de quoi l'illustrer par des outils plus ou moins efficaces et des pièces plus ou moins ratées (les pièces ratées étant de loin les plus instructives).
Ça pourrait avancer assez vite, car l'exercice est approprié à la saison : dans l'atelier la température est certes remontée à - 5°, mais risque bien de redescendre. Et par - 10°, je tiens difficilement plus d'une demi-heure devant le tour ou l'établi ; il n'est donc pas question d'entreprendre un travail conséquent, qui obligerait à laisser les comparateurs, en place et réglés, exposés au givre et aux divagations félines (voire vulpines). Alors que la réalisation des outils d'emboutissage et leur essai se décomposent aisément en courtes séquences d'une cigarette, voire 1 cigarette + 1 bonbon (après une cigarette par - 10°, il est difficile d'en rouler une seconde sans craquer le papier).
Verchère- Pilier du forum
- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
Re: Fabrication de cartouches RF (perc. annulaire)
Dirty Larry Mar 10 Jan 2017, 13:44
Merci de ces éclairages et du renvoi sur le post du rechargement .22, vu et compris pour la fabrication du bourrelet ; c'est effectivement épatant de simplicité !
Et pour la suite, on patientera... (plus longtemps qu'une cigarette + un bonbon... peut être deux cigarettes + un café ?
Je dis ça.... je n'ai pas d'arme à percussion annulaire autre que du .22 moderne, la seule qui m'intéresse est la Winchester 1866 qui est conditionnée par un important gain au loto, auquel je joue une fois tous les 5 ans... mais c'est juste un sujet passionnant !
Et pour la suite, on patientera... (plus longtemps qu'une cigarette + un bonbon... peut être deux cigarettes + un café ?
Je dis ça.... je n'ai pas d'arme à percussion annulaire autre que du .22 moderne, la seule qui m'intéresse est la Winchester 1866 qui est conditionnée par un important gain au loto, auquel je joue une fois tous les 5 ans... mais c'est juste un sujet passionnant !
Dirty Larry- Pilier du forum
- Nombre de messages : 1001
Age : 44
Date d'inscription : 01/02/2016
Re: Fabrication de cartouches RF (perc. annulaire)
Jeppesen Mar 10 Jan 2017, 14:25
Un boulot de "folie" ! chapeau de se lancer dans une telle aventure ! 
J'ai dans l'idée depuis quelque temps de refaire également des cartouches de ;44 RF, mais d'une façon beaucoup plus "simple" et moins "historique", en reprenant le principe d'insérer en guise "d'amorce" une petite cartouche "à blanc" genre bosquette, soit dans une douille spécialement "tournée" pour ça, soit en réalésant le culot d'une cartouche susceptible de convenir.(là aussi, il me faudra trouver un "Homme de l'Art).
L'avantage d'utiliser une "amorce" de grosse taille (je devrai dire "gros diamètre", c'est qu'elle a de bonnes chances d'être percutée, sans avoir à soigneusement "positionner" la cartouche dans la chambre de l’arme.
C'est possible avec un Remington "under-over" (en utilisant les cartouches de chez H&C, calibre .41 RF ), mais pas envisageable dans le magasin tubulaire d'une Winchester, par exemple, et très compliqué dans le barillet d'un révolver pour chacune des cartouches...
), mais pas envisageable dans le magasin tubulaire d'une Winchester, par exemple, et très compliqué dans le barillet d'un révolver pour chacune des cartouches...
Je connais quelqu'un qui a utilisé la première méthode, et qui l'a essayée avec succès dans un superbe fusil "HENRY".
Cette personne m'a gentiment donné 3 cartouches qui lui restaient de ses essais, mais malheureusement, elles ne chambrent pas dans mon S&W N°3 qui est dans ce calibre.
il me faut donc reproduire une cartouche du même type, mais avec des côtes légèrement différentes...et c'est un projet de plus "en attente"....
en attendant, je suivrai avec grand intérêt ton travail de "Titan"
J'ai dans l'idée depuis quelque temps de refaire également des cartouches de ;44 RF, mais d'une façon beaucoup plus "simple" et moins "historique", en reprenant le principe d'insérer en guise "d'amorce" une petite cartouche "à blanc" genre bosquette, soit dans une douille spécialement "tournée" pour ça, soit en réalésant le culot d'une cartouche susceptible de convenir.(là aussi, il me faudra trouver un "Homme de l'Art).
L'avantage d'utiliser une "amorce" de grosse taille (je devrai dire "gros diamètre", c'est qu'elle a de bonnes chances d'être percutée, sans avoir à soigneusement "positionner" la cartouche dans la chambre de l’arme.
C'est possible avec un Remington "under-over" (en utilisant les cartouches de chez H&C, calibre .41 RF
Je connais quelqu'un qui a utilisé la première méthode, et qui l'a essayée avec succès dans un superbe fusil "HENRY".
Cette personne m'a gentiment donné 3 cartouches qui lui restaient de ses essais, mais malheureusement, elles ne chambrent pas dans mon S&W N°3 qui est dans ce calibre.
il me faut donc reproduire une cartouche du même type, mais avec des côtes légèrement différentes...et c'est un projet de plus "en attente"....
en attendant, je suivrai avec grand intérêt ton travail de "Titan"
Tallyhoo ! Tallyhoo !


Jeppesen- Pilier du forum
- Nombre de messages : 6364
Age : 75
Localisation : Haut de Seine (92)
Date d'inscription : 27/12/2016
Re: Fabrication de cartouches RF (perc. annulaire)
Verchère Jeu 12 Jan 2017, 01:39
C'est pas du tout un "travail de titan". Au contraire, plutôt une (longue) chaîne de petits bricolages...
Pour les bosquettes excentrées en succédané de grosses cartouches RF, bien sûr ça doit à peu près fonctionner. Mais pas bien commode ; et comme les armes de destination sont souvent encore un peu archaïques, l'ensemble risque d'être un peu m...
Eventuellement, penser aux cartouches RF pour pistolets cloueurs : il y a toute une gamme de puissances et les plus fortes peuvent éventuellement suffire à propulser une balle, sans ajout de poudre (vérifier tout de même la pression maxi).
Pour un revolver, en entaillant les bourrelets d'un gros cran au point le plus adéquat, on devrait pouvoir le sentir avec le doigt (ou l'ongle) afin de charger avec la bosquette excentrée en bonne position, sans devoir chausser ses lunettes de lecture.
Je suis toujours partant pour participer à ce genre de bricolages, mais par correspondance c'est pas marrant. Et comme personne ici ne semble habiter dans mon coin, je n'ai pas souvent de visites à but intéressé !
Pour les bosquettes excentrées en succédané de grosses cartouches RF, bien sûr ça doit à peu près fonctionner. Mais pas bien commode ; et comme les armes de destination sont souvent encore un peu archaïques, l'ensemble risque d'être un peu m...
Eventuellement, penser aux cartouches RF pour pistolets cloueurs : il y a toute une gamme de puissances et les plus fortes peuvent éventuellement suffire à propulser une balle, sans ajout de poudre (vérifier tout de même la pression maxi).
Pour un revolver, en entaillant les bourrelets d'un gros cran au point le plus adéquat, on devrait pouvoir le sentir avec le doigt (ou l'ongle) afin de charger avec la bosquette excentrée en bonne position, sans devoir chausser ses lunettes de lecture.
Je suis toujours partant pour participer à ce genre de bricolages, mais par correspondance c'est pas marrant. Et comme personne ici ne semble habiter dans mon coin, je n'ai pas souvent de visites à but intéressé !
Verchère- Pilier du forum
- Nombre de messages : 18110
Age : 65
Localisation : Vosges du sud
Date d'inscription : 27/01/2013 -
» Rechargement artisanal des cartouches à percussion annulaire
» Carabine 9mm à percutions annulaire
» Cartouche à percussion annulaire
» Changer la percussion d'un martini henry suisse en 10,4 X 38
» 14mm percussion annulaire à identifier
» Carabine 9mm à percutions annulaire
» Cartouche à percussion annulaire
» Changer la percussion d'un martini henry suisse en 10,4 X 38
» 14mm percussion annulaire à identifier
TIR et COLLECTION Armes Règlementaires :: Le rechargement :: Poudres, presses, outils, composants et techniques de rechargement
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum